R&D & Testing Facility
Logitech Inc. Headquarters – Anechoic Chamber Acoustic Engineering
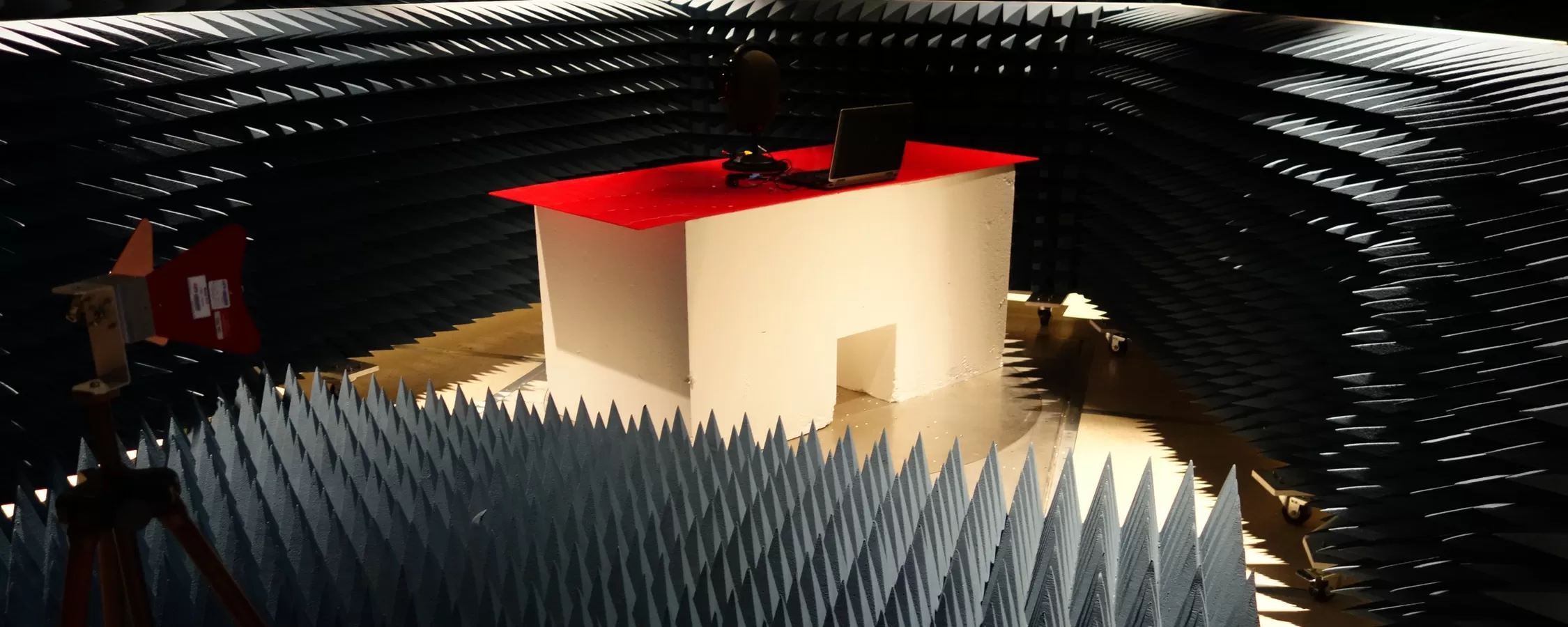
Logitech Inc., a global leader in audio and peripherals, required a precision-engineered anechoic chamber at its headquarters in California, USA.
The facility is used for advanced R&D testing of headphones, microphones, speakers and communication devices where even minor reflections can affect results.
MMT Acoustix supplied high-performance, fire-rated anechoic foam wedges designed to create a fully sound-still, echo-free environment.
Across approximately 289 m² of chamber surface area, our wedges help Logitech engineers perform repeatable, high-accuracy acoustic measurements
that directly influence global product development.
Project Snapshot
Engineering Silence for a Global Audio Brand
Client
Logitech Inc. Headquarters
Location
California, USA
Application
Full-size anechoic chamber for audio R&D and product testing.
Coverage Area
Approx. 289 m² of walls and ceiling treated with wedges.
Key Acoustic Components
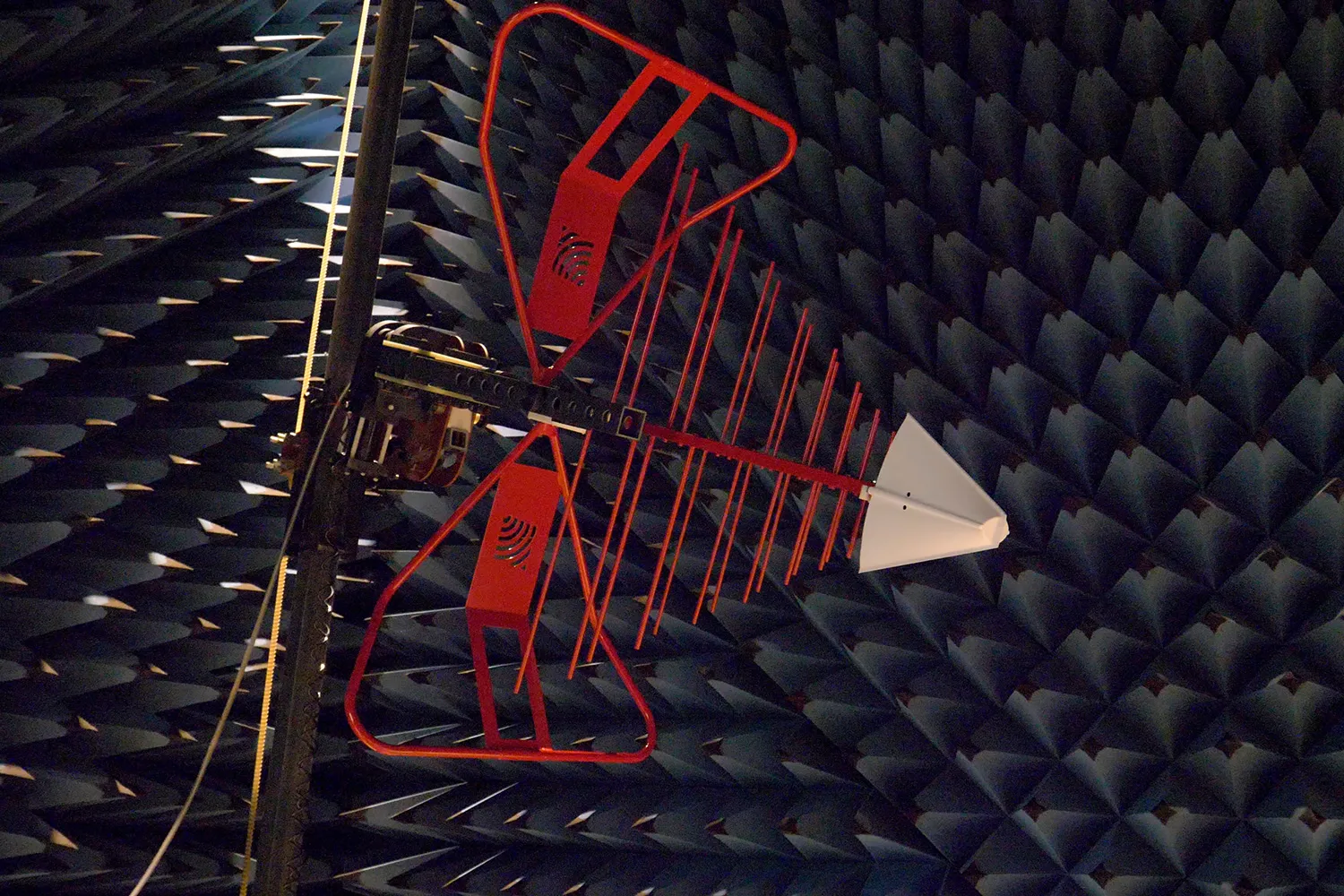
- Anechoic foam wedges – 200 × 200 × 750 mm profile.
- Density: 38 kg/m³ for balanced wide-band absorption.
- Fire rating: HF1, UL94 – suitable for international lab environments.
- Precision manufacturing for consistent wedge geometry across the chamber.
System Goal:
Deliver a fully controlled, echo-free acoustic field that meets international standards for product measurement, supporting Logitech’s internal testing protocols and certification needs.
Client Challenge
Creating a True Anechoic Environment for Critical Measurements
For Logitech, the anechoic chamber is a core asset in the development cycle of high-performance audio products. The acoustic demands go far beyond typical treatment:
- Zero-reflection requirement: The space needed to behave as a free field, with virtually no measurable echo.
- Wide-band absorption: High absorption from speech and music frequencies through to higher test bands.
- Strict fire performance: Materials had to meet HF1 / UL94 fire rating requirements for R&D facilities.
- Dimensional precision: Consistent wedge size and density to maintain accurate, predictable acoustic performance.
Our Approach
High-Density, Fire-Rated Anechoic Wedges for Absolute Control
Acoustic Design Input
- Interpreted Logitech’s internal acoustic criteria and chamber design parameters.
- Recommended wedge size and density to achieve the desired cutoff frequency and decay time.
- Ensured the foam formulation met international lab and building code expectations.
Engineered Wedge Geometry
- Manufactured wedges in 200 × 200 × 750 mm format for deep penetration and efficient absorption.
- Maintained 38 kg/m³ density to balance structural integrity with high absorption.
- Optimised geometry to minimise reflections and prevent standing wave build-up inside the chamber.
Fire & QC Certification
- Foam produced to meet HF1 / UL94 fire safety requirements.
- Batch-level checks for density, dimension and surface quality across all wedges.
- Coordinated packing and dispatch to support global shipment to California.
Products & Performance
Anechoic Wedges Tailored for World-Class Audio Testing
Anechoic Foam Wedges
Polyurethane foam wedges designed specifically for anechoic use, with deep profiles that provide strong attenuation over a wide frequency range.
Size & Density
Wedge size of 200 × 200 × 750 mm and a density of 38 kg/m³, carefully chosen to achieve the target anechoic performance in a full-scale chamber.
Fire-Rated Formulation
HF1 and UL94 compliance make the foam suitable for use in international R&D facilities where safety compliance is mandatory alongside acoustic performance.
Chamber Integration
Wedges were installed across the full wall and ceiling surfaces, creating a uniform acoustic field and enabling Logitech to conduct precise product measurements and calibration.
Results Delivered
A Silent Room for Global Audio Innovation
True Anechoic Behaviour
The completed chamber exhibits near-zero internal reflections, providing the quiet, neutral acoustic environment required for advanced audio testing and calibration.
Reliable Product Measurement
Logitech’s engineering teams can now perform repeatable, high-precision measurements on microphones, headphones and speakers that will be used by customers worldwide.
Safety & Compliance Achieved
HF1 / UL94 compliant materials ensure the chamber meets internal safety protocols and external certification expectations for an R&D environment.
Key Highlights
High-Precision Acoustics for a Global Technology Leader
- Engineered and supplied fire-rated anechoic wedges for a large-scale chamber at Logitech headquarters.
- Approx. 289 m² of wall and ceiling area treated for true anechoic behaviour.
- 38 kg/m³ density and HF1 / UL94 compliance for a balance of performance, safety and durability.
- Supported Logitech’s objective of creating a reference testing environment for future generations of audio products.
Need Anechoic Wedges?
From compact test booths to full-scale anechoic rooms, we can help design and supply the acoustic systems that meet your measurement standards, safety requirements and project timelines.